
Le soudage est un procédé de fabrication qui assemble des matériaux, généralement des métaux ou des thermoplastiques , principalement en utilisant des températures élevées pour faire fondre les pièces et les laisser refroidir, ce qui provoque leur fusion . Parmi les méthodes alternatives courantes, on trouve le soudage par solvant (pour les thermoplastiques) qui utilise des produits chimiques pour faire fondre les matériaux à assembler sans chaleur, et les procédés de soudage à l'état solide qui assemblent les matériaux sans fusion, tels que le soudage par pression, le soudage à froid et le soudage par diffusion .
Le soudage des métaux se distingue des techniques d'assemblage à basse température telles que le brasage et le soudage tendre , qui ne font pas fondre le métal de base (métal parent) et nécessitent plutôt l'apport d'un métal d'apport pour solidifier leurs liaisons.
Outre la fusion du métal de base lors du soudage, un métal d'apport est généralement ajouté au joint pour former un bain de fusion qui, en refroidissant, forme un joint potentiellement plus résistant que le métal de base. Les procédés de soudage utilisent une forme de protection pour éviter la contamination ou l'oxydation des métaux en fusion .
Le soudage peut faire appel à diverses sources d'énergie, notamment la flamme d'un gaz (soudage chimique), l' arc électrique (soudage électrique), le laser , le faisceau d'électrons , le frottement et les ultrasons . Bien qu'il s'agisse souvent d'un procédé industriel, le soudage peut être pratiqué dans des environnements très variés, y compris à l'air libre, sous l'eau et dans l'espace . Le soudage est une activité dangereuse qui exige des précautions afin d'éviter les brûlures , les chocs électriques , les lésions oculaires, l'inhalation de gaz et de fumées toxiques, ainsi que l'exposition à un rayonnement ultraviolet intense .
Jusqu'à la fin du XIXe siècle, le seul procédé de soudage était le soudage à la forge , utilisé depuis des millénaires par les forgerons pour assembler le fer et l'acier par chauffage et martelage. Le soudage à l'arc et le soudage oxyacétylénique furent parmi les premiers procédés à se développer à la fin du siècle, suivis peu après par le soudage par résistance électrique . La technologie du soudage progressa rapidement au début du XXe siècle, les guerres mondiales ayant engendré une forte demande de méthodes d'assemblage fiables et économiques. Après les guerres, plusieurs techniques de soudage modernes furent mises au point, notamment des méthodes manuelles comme le soudage à l' arc sous protection gazeuse (SMAG) , aujourd'hui l'une des méthodes les plus répandues, ainsi que des procédés semi-automatiques et automatiques tels que le soudage MIG/MAG , le soudage à l'arc submergé , le soudage à l'arc avec fil fourré et le soudage électroslag . Les progrès se poursuivirent avec l'invention du soudage laser , du soudage par faisceau d'électrons , du soudage par impulsion magnétique et du soudage par friction-malaxage dans la seconde moitié du siècle. Aujourd'hui, grâce aux progrès scientifiques constants, le soudage robotisé est devenu monnaie courante dans l'industrie, et les chercheurs continuent de développer de nouvelles méthodes de soudage et d'approfondir leur compréhension de la qualité des soudures.
ère viking , durant laquelle les Scandinaves s'installèrent en Angleterre, entraînant des emprunts lexicaux, des évolutions sémantiques et des modifications grammaticales. Dans de nombreuses langues, les termes désignant la soudure sont apparentés à ceux désignant l'ébullition ou le bouillonnement. En vieux suédois , le fer forgé est vieil anglais désignant le soudage du fer était moyen anglais comme une forme alternative du verbe *well* ( *excrescent* , une consonne ajoutée sans justification étymologique. Il en est venu à signifier bouillir, chauffer à haute température ou battre le fer après chauffage.Le mot a été attesté pour la première fois en anglais en 1590. Une traduction de la Bible chrétienne en anglais, datant du XIVe siècle et réalisée par John Wycliffe, traduisait Isaïe 2:4 par « L'histoire de l'assemblage des métaux remonte à plusieurs millénaires. Les procédés de soudage par fusion , qui consistent à assembler les métaux en les faisant fondre, n'étaient pas largement utilisés dans le soudage préindustriel . Les premières techniques de soudage utilisaient la pression pour assembler les métaux, souvent avec une chaleur insuffisante pour faire fondre complètement les métaux de base. Une exception notable était une technique d'assemblage de sections de grandes statues. Dans la technique de la cire perdue grecque et romaine , les statues étaient coulées en petits morceaux et du bronze en fusion était versé dans les joints à des températures suffisantes pour créer des soudures par fusion. Les plus anciennes traces de soudure remontent à l' âge du bronze . L'or étant suffisamment malléable, il peut être soudé par pression à faible dégagement de chaleur, et les archéologues ont découvert de petites boîtes fabriquées par cette technique, consistant à souder par pression des feuilles d'or superposées. À l' âge du fer , les sociétés méditerranéennes ont développé la soudure à la forge . Dans cette technique, le métal est chauffé jusqu'à devenir suffisamment malléable pour qu'un forgeron puisse marteler différentes pièces ensemble. Parmi les exemples les plus anciens figurent les objets en fer trouvés avec Toutankhamon, notamment un appui-tête et un poignard. Ce poignard a été forgé à partir de fer météorique à des températures inférieures à Le fer forgé est généralement forgé à environ Hérodote attribue à Glaucos de Chios la découverte du soudage du fer . Glaucos est connu pour un piédestal en fer soudé destiné à supporter un cratère en argent à Delphes . Au VIIe siècle av. J.-C., les hauts fourneaux étaient développés en Chine, mais cette technologie ne s'est répandue vers l'ouest que pendant l'âge d'or islamique. Lorsqu'ils arrivèrent en Europe, les hauts fourneaux étaient développés indépendamment dans l'Allemagne actuelle Au Moyen Âge européen , le soudage à la forge connut des progrès considérables . Les forgerons martelaient alors le métal chauffé à plusieurs reprises jusqu'à ce qu'il se soude. En Europe et en Afrique, le forgeage passa des feux de charbon de bois aux bas-fourneaux . Le soudage à la forge fut utilisé pour la construction de la colonne de fer de Delhi , érigée à Delhi , en Inde, vers 310 apr. J.-C. et pesant 5,4 tonnes . En 1540, Vannoccio Biringuccio publia De la pirotechnia , ouvrage qui décrit le procédé de forgeage. Les artisans de la Renaissance maîtrisaient parfaitement cette technique, et l'industrie continua de se développer au cours des siècles suivants. En 1800, Sir Humphry Davy découvrit l'arc électrique à impulsion brève et présenta ses résultats en 1801. En 1802, le scientifique russe Vassili Petrov créa l'arc électrique continu, et publia ensuite, en 1803, les « Nouvelles des expériences galvano-voltaïques », dans lesquelles il décrivait les expériences réalisées en 1802. L'un des aspects les plus importants de cet ouvrage résidait dans la description d'une décharge d'arc stable et l'indication de son utilisation potentielle pour de nombreuses applications, dont la fusion des métaux. En 1808, Davy, ignorant les travaux de Petrov, redécouvrit l'arc électrique continu. En 1881, l'ingénieur électricien français Auguste de Méritens utilisa un arc pour souder les plaques de plomb d'une batterie au plomb-acide . Deux inventeurs originaires de l'Empire russe, travaillant dans un laboratoire français, l'ingénieur polonais Stanisław Olszewski et Nikolaï Benardos , élève de de Méritens , mirent au point la première méthode de soudage à l'arc électrique, connue sous le nom de soudage à l'arc carbone , utilisant des électrodes en carbone. Ils obtinrent un brevet britannique en 1885 et un brevet américain en 1887. Les progrès en soudage à l'arc se poursuivirent avec l'invention des électrodes métalliques à la fin du XIXe siècle par le Russe Nikolaï Slavyanov (1888) et l'Américain C.L. Coffin (1890). Vers 1900, A.P. Strohmenger commercialisa en Grande-Bretagne une électrode métallique revêtue , permettant d'obtenir un arc plus stable. En 1905, le scientifique russe Vladimir Mitkevich proposa l'utilisation d'un arc électrique triphasé pour le soudage. Le soudage en courant alternatif fut inventé par C.J. Holslag en 1919, mais ne se popularisa qu'une décennie plus tard. Le soudage par résistance a également été développé durant les dernières décennies du XIXe siècle, les premiers brevets étant déposés par Elihu Thomson en 1885, qui a apporté des améliorations significatives au cours des 15 années suivantes. Le soudage aluminothermique a été inventé en 1893, et à peu près à la même époque, un autre procédé, le soudage oxyacétylénique , s'est imposé. L'acétylène a été découvert en 1836 par Edmund Davy , mais son utilisation pratique en soudage n'est devenue possible qu'aux alentours de 1900, avec la mise au point d'une torche adaptée . Initialement, le soudage oxyacétylénique était l'une des méthodes de soudage les plus populaires en raison de sa portabilité et de son coût relativement faible. Cependant, au cours du XXe siècle, il a progressivement perdu de son attrait pour les applications industrielles. Il a été largement remplacé par le soudage à l'arc, grâce aux progrès réalisés dans le domaine des enrobages métalliques (appelés flux ). Le flux recouvrant l'électrode protège principalement le matériau de base des impuretés, mais stabilise également l'arc et peut ajouter des éléments d'alliage au métal fondu. La Première Guerre mondiale a accru la demande d'armements militaires et entraîné une forte augmentation de la soudure industrielle. L'entreprise du pionnier de l'aviation néerlandais Anthony Fokker soudait des fuselages pour la Luftstreitkräfte allemande . En raison d'une pénurie de gaz, les Britanniques utilisaient principalement la soudure à l'arc, et le constructeur naval britannique Cammell Laird construisit le premier navire océanique à coque entièrement soudée, le Fullagar . Les constructeurs navals américains expérimentèrent la soudure par résistance avant de constater le succès rencontré par les Britanniques avec la soudure à l'arc. Au milieu du XXe siècle, de nombreuses nouvelles méthodes de soudage ont été inventées, notamment l'introduction du soudage automatique en 1920, où le fil d'électrode était alimenté en continu. Les gaz de protection ont fait l'objet d'une attention particulière, les scientifiques cherchant à protéger les soudures des effets de l'oxygène et de l'azote atmosphériques. La porosité et la fragilité constituaient les principaux problèmes, et les solutions développées incluaient l'utilisation d' hydrogène , d'argon et d'hélium comme atmosphères de soudage. Des méthodes de contrôle de l'intégrité des soudures ont été introduites. Les premiers tests de vibration ont été réalisés à l'aide d'un marteau et d' un stéthoscope ; plus tard, des tests aux rayons X ont été mis au point pour examiner l'intérieur de la soudure. Dans les années 1930, de nouveaux progrès ont permis le soudage de métaux réactifs comme l'aluminium et le magnésium . Ceci, conjugué aux développements du soudage automatique, du courant alternatif et des flux, a favorisé un essor important du soudage à l'arc dans les années 1930. L'inventeur russe Konstantin Khrenov a réalisé le premier soudage à l'arc électrique sous-marin. En 1930, Kyle Taylor a mis au point le soudage par goujons , qui s'est rapidement popularisé dans la construction navale. Le soudage à l'arc submergé a été inventé la même année. Pendant la Seconde Guerre mondiale, le soudage à l'arc submergé a été largement utilisé dans la construction navale car il permettait de réaliser certains types de soudures vingt fois plus rapidement qu'avec les techniques précédentes. Les progrès réalisés dans les procédés de soudage ont ouvert de nouvelles perspectives en matière de construction. Auparavant, les grandes structures métalliques étaient réalisées à partir de métaux assemblés mécaniquement par rivetage, boulonnage, vissage et courroies. Ces structures métalliques assemblées mais non soudées présentaient des faiblesses intrinsèques. Le bateau à vapeur Sultana a causé la mort de plus de mille passagers lorsque sa chaudière rivetée a cédé sous la pression. Le Titanic a coulé en partie à cause de défaillances de sa coque rivetée. En 1930, le premier navire marchand entièrement soudé, le M/S Carolinian , a été lancé. Le magazine Time a rapporté que l'utilisation de soudures plutôt que de rivets sur l'ensemble du navire a permis à une équipe réduite de neuf ouvriers de le construire en un temps record, ce qui a permis d'économiser 75 % des coûts et méthaniers . Le code ASME relatif aux chaudières et aux appareils à pression , créé en réponse à des défaillances mortelles de chaudières, a servi à développer les réservoirs sphériques qui contiennent le GNL pendant le transport. Il convient également de mentionner le premier pont routier soudé au monde, le pont Maurzyce en Pologne (1928). Les premiers gratte-ciel et les ponts à treillis métalliques étaient construits à partir de poutres d'acier rivetées. Le soudage permet de réaliser des structures plus résistantes et plus légères, ainsi qu'une plus grande variété de formes, comme la bibliothèque flottante Beinecke de livres rares et de manuscrits, dont l'intégrité structurelle repose sur ses murs inspirés des treillis rectangulaires modernistes d'un pont Vierendeel en acier . La forme emblématique de l' Opéra de Sydney est construite sur une structure en acier soudée par goujons. Les tours jumelles du gratte-ciel en boucle du siège de la CCTV sont soudées à une structure en tôle d'acier de quatre pouces d'épaisseur, enfouie à des centaines de pieds sous terre dans du béton armé. Le soudage TIG , après des décennies de développement, fut finalement perfectionné en 1941, suivi du soudage MIG/MAG en 1948. Ce dernier permettait un soudage rapide des matériaux non ferreux , mais nécessitait des gaz de protection coûteux. Le soudage MIG/MAG fut développé dans les années 1950, utilisant une électrode consommable enrobée de flux, et devint rapidement le procédé de soudage à l'arc le plus répandu. En 1957, le soudage à l'arc avec fil fourré fit son apparition. L'électrode en fil auto-protégé pouvait être utilisée avec des équipements automatisés, ce qui augmentait considérablement la vitesse de soudage. La même année, Robert Gage inventa le soudage plasma . Le soudage électroslag fut introduit en 1958, suivi en 1961 par son cousin, le soudage électrogaz . En 1953, le scientifique soviétique N.F. Kazakov proposa la méthode de soudage par diffusion . Parmi les autres avancées récentes en soudage, on peut citer la percée du soudage par faisceau d'électrons en 1958, qui a rendu possible le soudage profond et étroit grâce à la source de chaleur concentrée. Après l'invention du laser en 1960, le soudage laser a fait son apparition plusieurs décennies plus tard et s'est avéré particulièrement utile pour le soudage automatisé à grande vitesse. Le soudage par impulsion magnétique (MPW) est utilisé industriellement depuis 1967. Le soudage par friction-malaxage a été inventé en 1991 par Wayne Thomas au Welding Institute (TWI, Royaume-Uni) et a trouvé des applications de haute qualité dans le monde entier. Ces quatre nouveaux procédés restent néanmoins assez coûteux en raison du prix élevé des équipements nécessaires, ce qui a limité leurs applications. 


Processus
Le soudage consiste à assembler deux pièces métalliques par la chaleur, la pression, ou les deux. Les méthodes de soudage modernes les plus courantes utilisent une chaleur suffisante pour faire fondre les métaux de base à assembler et le métal d'apport. Cela inclut le soudage au gaz et toutes les formes de soudage à l'arc . La zone où fondent les métaux de base et d'apport est appelée bain de fusion . Le bain de fusion doit être protégé de l'oxygène de l'air, qui s'oxyde avec le métal en fusion, et des autres gaz susceptibles de contaminer la soudure. La plupart des méthodes de soudage consistent à repousser le bain de fusion le long du joint pour former un cordon de soudure. L'assemblage de pièces métalliques se chevauchant peut se faire en formant le bain de fusion à l'intérieur d'un trou percé dans la pièce de base supérieure, formant ainsi une soudure par bouchonnage.
Les procédés de soudage à l'état solide assemblent deux pièces de métal par pression. Le soudage par résistance électrique est un procédé industriel courant qui combine chaleur et pression pour assembler des métaux de base superposés sans aucun matériau d'apport.
Soudage au gaz
Soudage à l'arc
Tous les procédés de soudage à l'arc utilisent une source d'alimentation électrique pour créer et maintenir un arc électrique entre une électrode et le matériau de base afin de faire fondre les métaux au point de soudure. Un gaz de protection empêche l'oxygène de l'atmosphère de pénétrer dans le bain de fusion. Dans certains procédés, ce gaz est fourni par des bouteilles contenant un gaz inerte ou semi- inerte . Dans d'autres, le flux enrobant une électrode fusible se désintègre pour produire le gaz. Un métal d'apport est généralement ajouté au bain de fusion et est nécessaire pour les procédés utilisant une électrode fusible.
procédés de soudage à l'arc
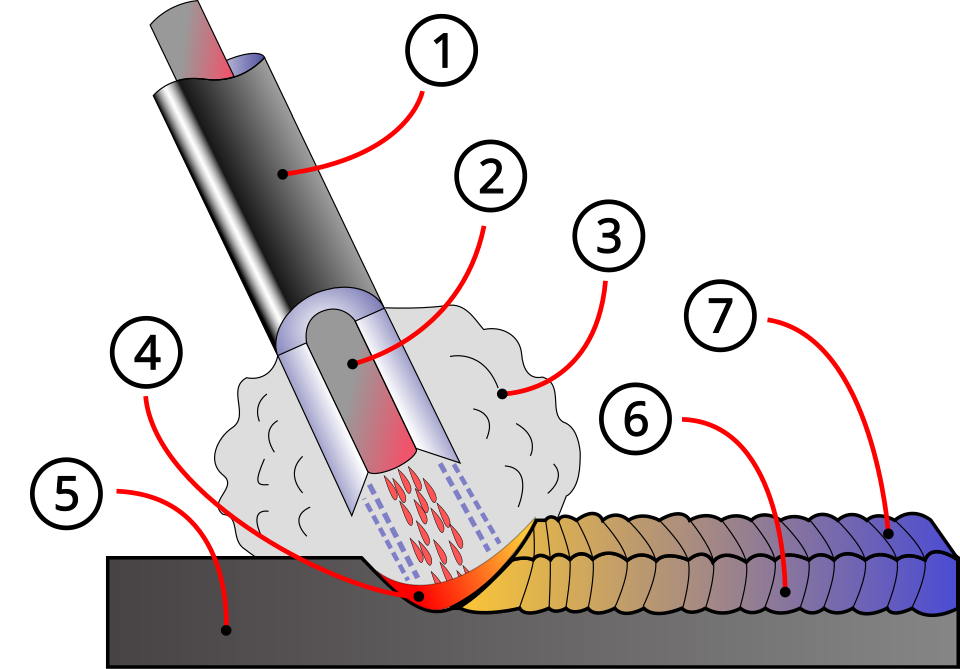
Ce procédé est polyvalent et peut être mis en œuvre avec un équipement relativement peu coûteux, ce qui le rend bien adapté aux travaux en atelier et sur chantier. Un opérateur peut acquérir une compétence raisonnable avec une formation modeste et une maîtrise complète avec l'expérience. Les temps de soudage sont assez longs, car les électrodes consommables doivent être fréquemment remplacées et le laitier, résidu du flux, doit être éliminé après le soudage. De plus, le procédé est généralement limité au soudage des matériaux ferreux, bien que des électrodes spéciales aient permis le soudage de la fonte , de l'acier inoxydable, de l'aluminium et d'autres métaux.
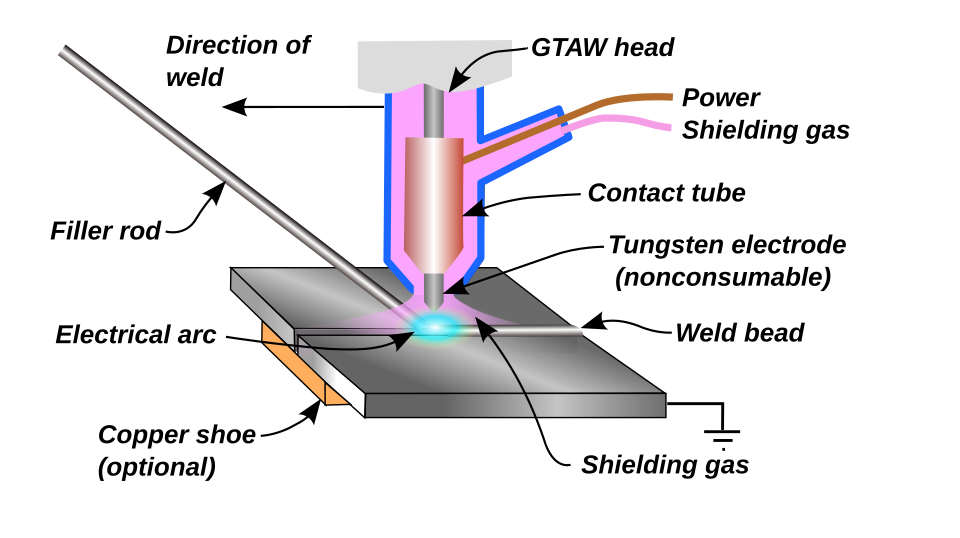
Le soudage à l'arc sous protection gazeuse (GTAW), ou soudage TIG (Tungsten Inert Gas), est un procédé de soudage manuel utilisant une électrode de tungstène non fusible , un mélange gazeux inerte ou semi-inerte et un métal d'apport. Particulièrement adapté au soudage de matériaux minces, ce procédé se caractérise par un arc stable et des soudures de haute qualité, mais il exige une grande habileté de l'opérateur et ne peut être réalisé qu'à des vitesses relativement faibles.
Le soudage TIG (GTAW) peut être utilisé sur presque tous les métaux soudables, bien qu'il soit le plus souvent appliqué à l'acier inoxydable et aux métaux légers. Il est fréquemment utilisé lorsque la qualité des soudures est primordiale, notamment dans les secteurs du cycle , de l'aéronautique et de la construction navale. Un procédé apparenté, le soudage à l'arc plasma, utilise également une électrode de tungstène, mais un gaz plasma pour amorcer l'arc. Cet arc est plus concentré que celui du soudage TIG, ce qui rend le contrôle transversal plus critique et limite généralement la technique à un processus mécanisé. Grâce à son courant stable, cette méthode peut être utilisée sur une plus large gamme d'épaisseurs de matériaux que le soudage TIG et est beaucoup plus rapide. Elle peut être appliquée à tous les mêmes matériaux que le soudage TIG, à l'exception du magnésium, et le soudage automatisé de l'acier inoxydable constitue une application importante de ce procédé. Une variante de ce procédé est le découpage plasma , une méthode efficace de découpe de l'acier.
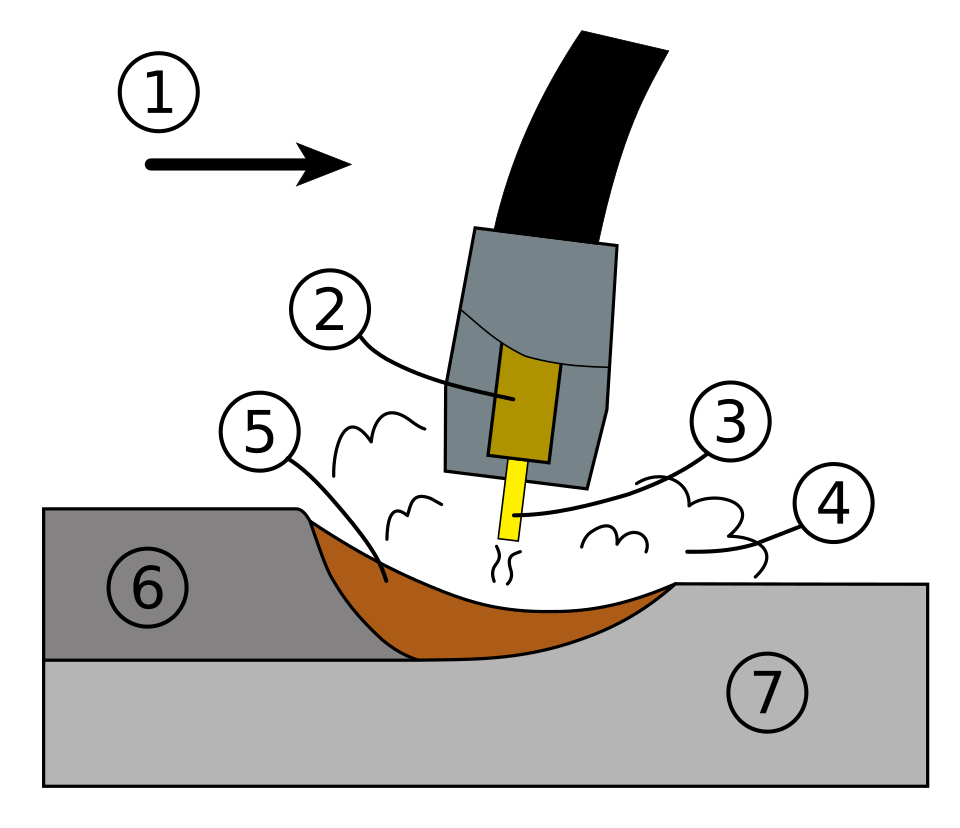
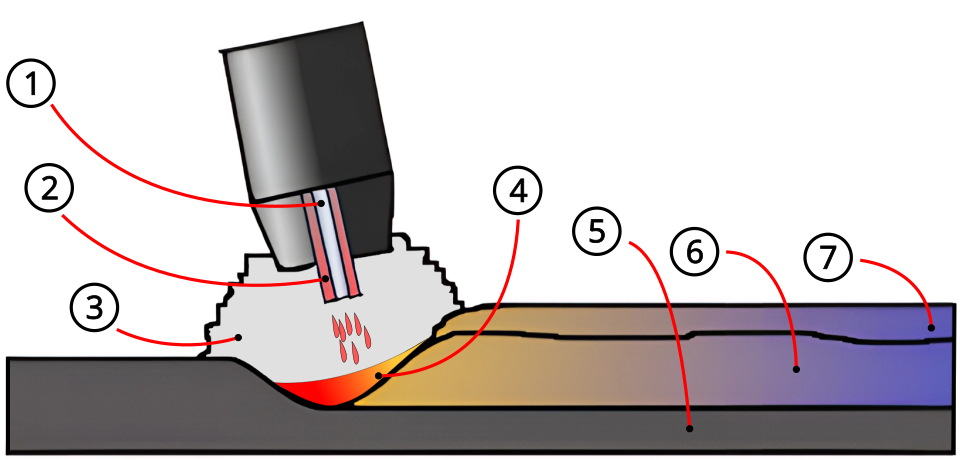
Le soudage à l'arc submergé (SAW) est une méthode de soudage à haute productivité dans laquelle l'arc est amorcé sous une couche de flux. Ce procédé améliore la qualité de l'arc car les contaminants atmosphériques sont bloqués par le flux. Le laitier qui se forme sur la soudure se détache généralement de lui-même et, combiné à l'utilisation d'un apport continu de fil, le taux de dépôt de la soudure est élevé. Les conditions de travail sont nettement supérieures à celles des autres procédés de soudage à l'arc, car le flux masque l'arc et la production de fumée est quasi nulle. Ce procédé est couramment utilisé dans l'industrie, notamment pour les pièces de grande taille et la fabrication de récipients sous pression soudés. Parmi les autres procédés de soudage à l'arc , on peut citer le soudage à l'hydrogène atomique , le soudage électroslag , le soudage électrogaz et le soudage à l'arc par goujons .
alimentations pour soudage à l'arc
Pour fournir l'énergie électrique nécessaire aux procédés de soudage à l'arc, différents types d'alimentations peuvent être utilisés. Les plus courantes sont les alimentations à courant constant et les alimentations à tension constante . En soudage à l'arc, la longueur de l'arc est directement liée à la tension, et l'apport de chaleur à l'intensité du courant. Les alimentations à courant constant sont privilégiées pour les procédés de soudage manuels tels que le soudage TIG et le soudage MIG/MAG, car elles maintiennent un courant relativement constant malgré les variations de tension. Ceci est important car, en soudage manuel, il est difficile de maintenir l'électrode parfaitement immobile, ce qui entraîne des fluctuations de la longueur de l'arc et donc de la tension. Les alimentations à tension constante maintiennent la tension constante et font varier l'intensité ; elles sont ainsi principalement utilisées pour les procédés de soudage automatisés tels que le soudage MIG/MAG, le soudage à l'arc avec fil fourré et le soudage à l'arc submergé. Dans ces procédés, la longueur de l'arc est maintenue constante, car toute variation de la distance entre le fil et le matériau de base est rapidement compensée par une forte variation de courant. Par exemple, si le fil et le matériau de base se rapprochent trop, le courant augmentera rapidement, ce qui entraînera une augmentation de la chaleur et la fusion de l'extrémité du fil, le ramenant à sa distance de séparation initiale.
Le type de courant utilisé joue un rôle important en soudage à l'arc. Une source d'alimentation pour le soudage peut utiliser du courant alternatif (CA) ou du courant continu (CC). Un inconvénient du CA carré au lieu du signal sinusoïdal habituel , permettant ainsi des passages par zéro rapides et minimisant les effets de ce problème.
En soudage à courant continu (DC), l'électrode peut être connectée à la borne positive (DCEP) ou négative (DCEN) de la machine, ce qui inverse le sens du courant, ou polarité. Environ 70 % de la chaleur de l'arc est concentrée à son extrémité positive. En DCEP, cela signifie que 70 % de la chaleur de l'arc est concentrée au niveau de l'électrode. En DCEN, 70 % de la chaleur est concentrée au niveau de la pièce à souder, et en courant alternatif (AC), elle est répartie uniformément.
Le métal, le procédé de soudage et le type d'électrode déterminent le courant et la polarité à utiliser. Par exemple, le soudage MIG, utilisant une électrode consommable très fine, est presque toujours réalisé en courant continu avec polarité inversée (DCEP). Le soudage à l'arc avec fil fourré utilise un flux différent pour le fil-électrode consommable destiné au courant continu avec polarité inversée (DCEN) ou au courant continu avec polarité inversée (DCEP). Le soudage à l'arc avec électrode enrobée (MMA) est réalisé en courant continu avec polarité inversée (DCEP), en courant continu avec polarité inversée (DCEN) et en courant alternatif, avec différents types d'électrodes pour adapter le courant.
Les procédés à électrodes non consommables, comme le soudage TIG, peuvent utiliser aussi bien le courant continu que le courant alternatif. Le soudage TIG sur acier est généralement réalisé en courant continu non alimenté (DCEN). Ceci empêche la chaleur intense de faire fondre l'électrode. Avec une électrode plus grande et plus résistante à la chaleur, le courant continu non alimenté (DCEP) ou le courant alternatif peuvent être utilisés pour certains métaux comme le magnésium ; dans ce cas, le bombardement d'électrons sur la pièce à souder nettoie le métal en décomposant les oxydes de surface par un processus d'électro-attaque .
Le procédé DCEN permet d'obtenir une soudure plus profonde et une meilleure pénétration avec les électrodes non fusibles. Paradoxalement, le procédé DCEP offre une meilleure pénétration avec les électrodes fusibles. Une électrode fusible, comme une baguette de soudage, fond dans le bain de fusion et transfère la chaleur à la pièce.
Soudage par résistance
Le soudage par points par résistance est une méthode courante pour assembler des tôles métalliques se chevauchant jusqu'à 3 mm d'épaisseur. Ses avantages comprennent une faible consommation d'énergie , une déformation limitée des pièces, des cadences de production élevées, une automatisation aisée et l'absence de métal d'apport. La résistance de la soudure est toutefois nettement inférieure à celle obtenue avec d'autres méthodes de soudage, ce qui restreint son utilisation à certaines applications. Il est largement utilisé dans l'industrie automobile : les voitures de série peuvent comporter plusieurs milliers de points de soudure réalisés par des robots industriels . De manière générale, les méthodes de soudage par résistance sont efficaces et peu polluantes, mais leurs applications restent limitées et le coût des équipements peut être élevé. Un procédé spécialisé, le grenaillage, permet de souder par points l'acier inoxydable.
Le soudage à la molette utilise également deux électrodes pour appliquer une pression et un courant afin d'assembler des tôles. Cependant, au lieu d'électrodes pointues, on utilise des électrodes en forme de roue qui roulent et alimentent souvent la pièce à souder, permettant ainsi de réaliser des soudures longues et continues. Autrefois utilisé pour la fabrication de canettes de boisson, ce procédé a aujourd'hui des applications plus limitées. Parmi les autres méthodes de soudage par résistance, on peut citer le soudage bout à bout , le soudage par étincelage , le soudage par projection et le soudage par refoulement .
Soudage par faisceau d'énergie
Les méthodes de soudage par faisceau d'énergie, à savoir le soudage laser et le soudage par faisceau d'électrons , sont des procédés relativement récents qui ont connu un essor considérable dans les applications de production à grande échelle. Ces deux procédés sont très similaires, la principale différence résidant dans leur source d'énergie. Le soudage laser utilise un faisceau laser hautement focalisé, tandis que le soudage par faisceau d'électrons est réalisé sous vide et utilise un faisceau d'électrons. Tous deux présentent une densité d'énergie très élevée, permettant une pénétration profonde du cordon de soudure et minimisant la taille de la zone soudée. Extrêmement rapides et facilement automatisables, ces procédés sont très productifs. Leurs principaux inconvénients sont le coût élevé des équipements (bien que celui-ci soit en baisse) et une sensibilité à la fissuration thermique. Parmi les développements dans ce domaine, on peut citer le soudage hybride laser , qui combine les principes du soudage laser et du soudage à l'arc pour des propriétés de soudure encore meilleures, le rechargement laser et le soudage aux rayons X.
Soudage à l'état solide

À l'instar du soudage par forge (le plus ancien procédé de soudage connu), certaines méthodes de soudage modernes n'impliquent pas la fusion des matériaux à assembler. L'une des plus répandues, le soudage par ultrasons , est utilisée pour assembler des tôles ou des fils minces en métal ou en thermoplastique par vibration à haute fréquence et sous haute pression. L'équipement et les méthodes employés sont similaires à ceux du soudage par résistance, mais l'énergie est apportée par les vibrations et non par un courant électrique. Lors du soudage des métaux, les vibrations sont appliquées horizontalement, et les matériaux ne fondent pas ; pour les plastiques, dont les températures de fusion sont similaires, l'application est verticale. Le soudage par ultrasons est couramment utilisé pour réaliser des connexions électriques en aluminium ou en cuivre, et c'est également un procédé de soudage des polymères très répandu.
Un autre procédé courant, le soudage par explosion , consiste à assembler des matériaux en les pressant l'un contre l'autre sous une pression extrêmement élevée. L'énergie de l'impact plastifie les matériaux, formant ainsi une soudure, même si la quantité de chaleur générée est limitée. Ce procédé est couramment utilisé pour souder des matériaux dissemblables, notamment pour lier l'aluminium à l'acier au carbone dans les coques de navires et l'acier inoxydable ou le titane à l'acier au carbone dans les cuves sous pression des industries pétrochimiques.
D'autres procédés de soudage à l'état solide comprennent le soudage par friction (y compris le soudage par friction-malaxage et le soudage par friction-malaxage par points ), le soudage par impulsion magnétique , le soudage par co-extrusion, le soudage à froid , le soudage par diffusion , le soudage exothermique , le soudage à haute fréquence , le soudage à chaud sous pression, le soudage par induction et le soudage par laminage .
Géométrie
De nombreux procédés de soudage requièrent une conception d'assemblage particulière ; par exemple, le soudage par points par résistance, le soudage laser et le soudage par faisceau d'électrons sont le plus souvent réalisés sur des assemblages à recouvrement. D'autres méthodes de soudage, comme le soudage à l'arc sous protection gazeuse, sont extrêmement polyvalentes et permettent de souder pratiquement tous les types d'assemblages. Certains procédés permettent également de réaliser des soudures multipasses, où une première passe est laissée refroidir avant d'en effectuer une seconde. Ceci permet, par exemple, de souder des sections épaisses disposées selon une préparation en V simple.
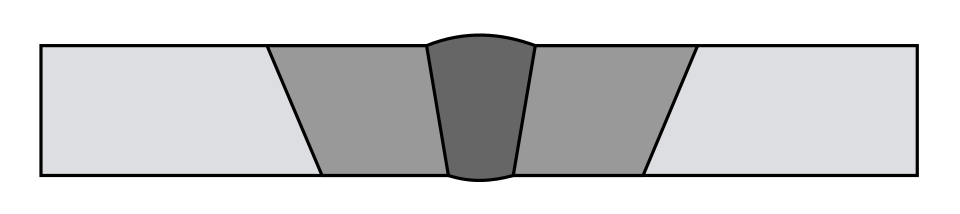
Après soudage, plusieurs zones distinctes peuvent être identifiées dans la zone de soudure. La soudure elle-même est appelée zone de fusion ; plus précisément, il s’agit de l’endroit où le métal d’apport a été déposé lors du processus de soudage. Les propriétés de la zone de fusion dépendent principalement du métal d’apport utilisé et de sa compatibilité avec les matériaux de base. Elle est entourée par la zone affectée thermiquement , la zone dont la microstructure et les propriétés ont été modifiées par la soudure. Ces propriétés dépendent du comportement du matériau de base sous l’effet de la chaleur. Le métal dans cette zone est souvent plus faible que le matériau de base et que la zone de fusion, et c’est également là que se trouvent les contraintes résiduelles.
Qualité
Pour contrôler la qualité d'une soudure, on utilise généralement des méthodes d'essais destructives ou non destructives afin de vérifier l'absence de défauts, les niveaux acceptables de contraintes résiduelles et de déformation, ainsi que les propriétés acceptables de la zone affectée thermiquement (ZAT). Les types de défauts de soudage comprennent les fissures, les déformations, les inclusions gazeuses (porosité), les inclusions non métalliques, le manque de fusion, la pénétration incomplète, le déchirement lamellaire et le caniveau.
L'industrie métallurgique a mis en place des codes et des spécifications pour guider les soudeurs , les inspecteurs de soudage , les ingénieurs , les gestionnaires et les propriétaires immobiliers sur les techniques de soudage appropriées, la conception des soudures, la manière de juger la qualité des spécifications de procédure de soudage , la manière de juger les compétences de la personne qui effectue la soudure et la manière d'assurer la qualité d'un travail de soudage.
Zone affectée par la chaleur
La zone affectée thermiquement (ZAT) est une zone annulaire entourant la soudure. La température du procédé de soudage, combinée aux contraintes dues aux variations de température lors du chauffage et du refroidissement, modifie les propriétés thermiques de l'alliage. Les effets du soudage sur le matériau environnant peuvent être néfastes. Selon les matériaux utilisés et l'apport de chaleur du procédé de soudage, la ZAT peut présenter des dimensions et une résistance variables. La diffusivité thermique du matériau de base joue un rôle important : une diffusivité élevée induit un refroidissement rapide et une ZAT relativement petite. À l'inverse, une faible diffusivité entraîne un refroidissement plus lent et une ZAT plus étendue. La quantité de chaleur apportée par le procédé de soudage est également cruciale. Les procédés comme le soudage oxyacétylénique, avec leur apport de chaleur diffus, augmentent la taille de la ZAT. Les procédés comme le soudage laser, avec leur apport de chaleur concentré et limité, produisent une ZAT réduite. Le soudage à l'arc se situe entre ces deux extrêmes, chaque procédé présentant des apports de chaleur légèrement différents. Pour calculer l'apport de chaleur pour les procédures de soudage à l'arc, la formule suivante peut être utilisée :
où Q = apport de chaleur ( kJ /mm), V = tension ( V ), I = courant (A) et S = vitesse de soudage (mm/min). L'efficacité dépend du procédé de soudage utilisé : 0,75 pour le soudage à l'arc sous protection gazeuse, 0,9 pour le soudage MIG/MAG et le soudage à l'arc submergé, et 0,8 pour le soudage TIG. Les méthodes permettant d'atténuer les contraintes et la fragilité créées dans la ZAT comprennent la relaxation des contraintes et le revenu .
Un défaut potentiel de la ZAT est la fissuration à l'interface soudure/métal de base. Ce phénomène peut être dû à un excès d'hydrogène dans la soudure, à la présence de métaux sensibles comme l'acier à haute teneur en carbone, ou aux contraintes liées aux variations de température. En raison de la dilatation rapide pendant le soudage (chauffage) et de la contraction qui suit (refroidissement), le matériau peut ne pas résister aux contraintes et se fissurer. Les fissures de la ZAT peuvent apparaître jusqu'à deux jours après le soudage. Une méthode pour maîtriser les contraintes consiste à contrôler la vitesse de chauffage et de refroidissement, par exemple par préchauffage et post-chauffage.
Prolongation de la durée de vie grâce à des méthodes de post-traitement

Divers traitements post-soudage permettent d'accroître la résistance d'une soudure. Le meulage de la soudure permet d'aplanir la transition des contraintes entre la soudure et le métal de base, augmentant ainsi la durée de vie en fatigue de l'assemblage. Le grenaillage, ou martelage, comprime la surface de la soudure, réduisant les contraintes internes et améliorant la résistance à la corrosion. Le grenaillage par projection de billes métalliques rondes, semblables à la grenaille d'un fusil de chasse, est plus efficace que le martelage. Un autre traitement qui comprime la soudure par impact est le traitement par impact haute fréquence (TIMHF), où des impacts rapides lissent et durcissent la surface de la soudure. Le traitement par impact ultrasonique est une forme de TIMHF qui combine impact mécanique et vibrations ultrasoniques.
Métallurgie
La plupart des matériaux d'ingénierie sont constitués de solides cristallins dans lesquels les atomes ou les ions sont disposés selon un motif géométrique répétitif connu sous le nom de structure en réseau , avec des exceptions notables dans le verre et les polymères amorphes.
La cohésion des solides cristallins provient des liaisons chimiques formées entre les atomes. Ces liaisons sont généralement classées en deux catégories : ioniques et covalentes . Dans une liaison ionique, un électron se détache d’un atome et se fixe à un autre pour former des ions de charges opposées . Une liaison covalente se produit lorsque deux atomes ou plus partagent des électrons. Dans les deux types de liaisons, ioniques et covalentes, les positions relatives des ions et des électrons sont contraintes, ce qui confère à ces matériaux une fragilité caractéristique.
La liaison métallique est un type de liaison chimique qui se forme entre les atomes métalliques. Ces atomes perdent des électrons partagés entre un réseau d'ions positifs. Ces électrons mobiles peuvent se déplacer librement dans le réseau cristallin. Ceci confère aux métaux leur conductivité thermique et électrique relativement élevée et leur confère une ductilité caractéristique , leur permettant de se déformer avant de se rompre. La ductilité est un facteur important pour garantir l'intégrité des structures, car elle leur permet de supporter des concentrations de contraintes locales sans se rompre. De plus, les structures doivent présenter une résistance acceptable, liée à la limite d'élasticité du matériau. En général, plus la limite d'élasticité d'un matériau augmente, plus sa ténacité diminue .
Une diminution de la ténacité à la rupture peut également être attribuée à la fragilisation induite par les impuretés ou, pour les métaux à structure cubique centrée, à une baisse de température. De nombreux métaux, notamment les aciers, présentent une plage de températures de transition au-dessus de laquelle leur ductilité à l'entaille est acceptable et en dessous de laquelle ils deviennent fragiles. Dans cette zone de transition, le comportement à la rupture est moins prévisible. La diminution de la ténacité à la rupture s'accompagne d'une modification de l'aspect de la rupture. Au-dessus de la température de transition, la rupture est principalement due à la coalescence de microcavités, ce qui lui confère un aspect fibreux . Lorsque la température diminue, la rupture présente des facettes de clivage. Ces deux aspects sont visibles à l'œil nu. La rupture fragile des plaques d'acier peut se manifester par des chevrons. Ces stries en forme de flèche sur la surface de la fissure indiquent l'origine de la rupture.
La ténacité à la rupture est mesurée à l'aide d'éprouvettes normalisées entaillées et pré-fissurées par fatigue, dont les dimensions sont spécifiées par des normes telles que l'ASTM E399. La ténacité à la rupture et les propriétés de ténacité associées peuvent également être évaluées à l'aide de :
- l'essai de résilience Charpy selon la norme ASTM A370,
- l'essai de déplacement d'ouverture de la pointe de fissure (CTOD) selon la norme BS 7448–1,
- le test d'intégrale J selon la norme ASTM E1820, et
- l’essai de chute de poids Pellini selon la norme ASTM E208.
Conditions inhabituelles
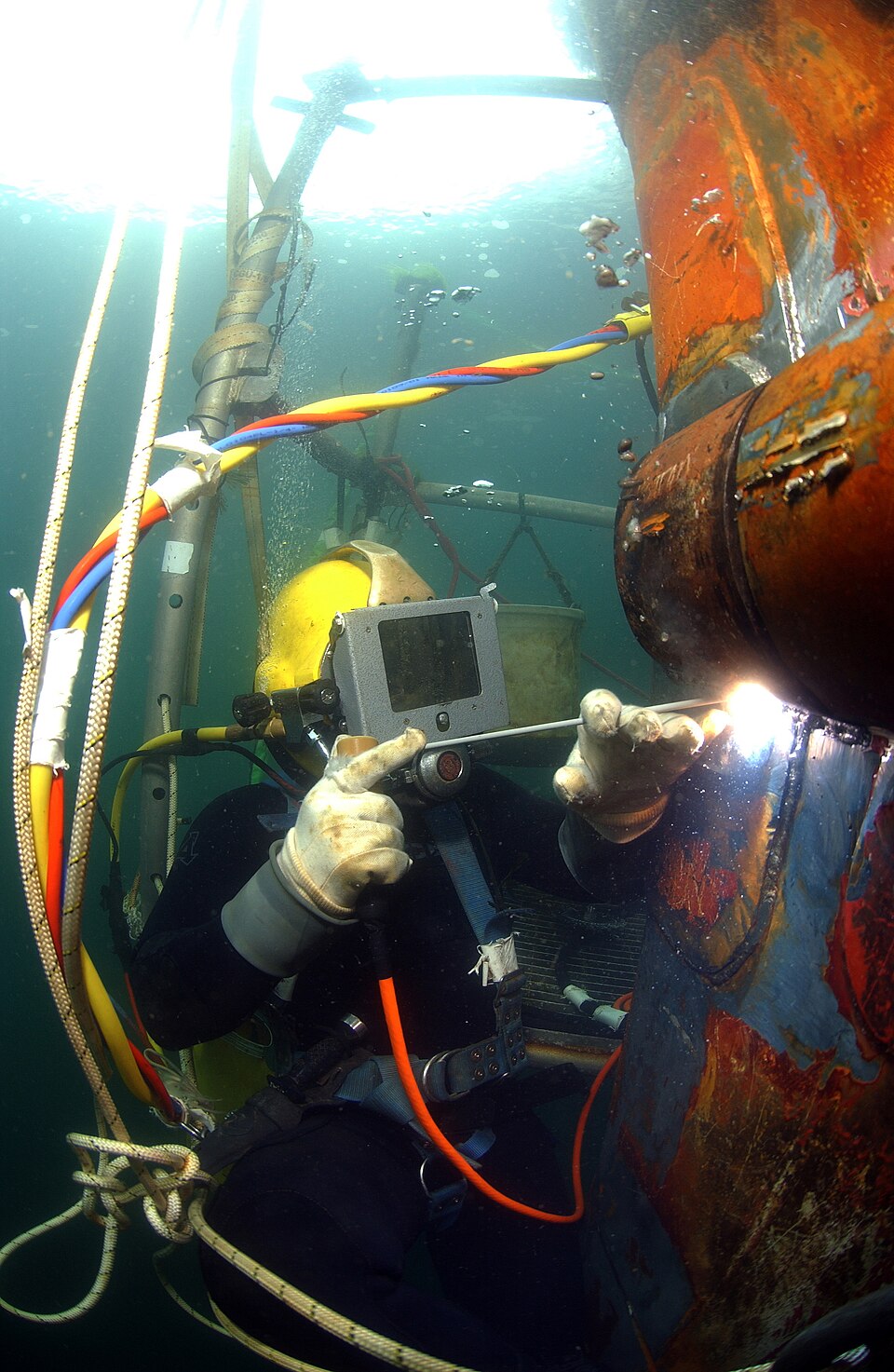
Bien que de nombreuses applications de soudage soient réalisées dans des environnements contrôlés tels que les usines et les ateliers de réparation, certains procédés de soudage sont couramment utilisés dans des conditions très variées, notamment à l'air libre, sous l'eau et sous vide (comme dans l'espace). En extérieur, pour des applications telles que la construction et les réparations, le soudage à l'arc avec électrode enrobée (EMG) est le procédé le plus répandu. Les procédés utilisant des gaz inertes pour protéger la soudure ne sont pas facilement applicables dans ces situations, car les variations atmosphériques imprévisibles peuvent entraîner des défauts de soudure. Le soudage à l'arc avec électrode enrobée est également fréquemment utilisé pour le soudage sous-marin dans la construction et la réparation de navires, de plateformes offshore et de pipelines. D'autres procédés, comme le soudage à l'arc avec fil fourré et le soudage TIG, sont également courants. Le soudage dans l'espace est également possible : il a été tenté pour la première fois en 1969 par des cosmonautes russes lors de la mission Soyouz 6 , qui ont mené des expériences pour tester le soudage à l'arc avec électrode enrobée, le soudage plasma et le soudage par faisceau d'électrons en environnement dépressurisé. Des essais supplémentaires de ces méthodes ont été menés au cours des décennies suivantes, et aujourd'hui, les chercheurs continuent de développer des méthodes pour utiliser d'autres procédés de soudage dans l'espace, tels que le soudage laser, le soudage par résistance et le soudage par friction. Les progrès réalisés dans ces domaines pourraient s'avérer utiles pour de futurs projets similaires à la construction de la Station spatiale internationale , qui pourrait avoir recours au soudage pour assembler dans l'espace les pièces fabriquées sur Terre.
Problèmes de sécurité

Le soudage peut être dangereux et nocif pour la santé si les précautions nécessaires ne sont pas prises. Les risques potentiels pour la sécurité proviennent des fumées, des rayonnements ultraviolets, de la chaleur, des courants électriques et des vibrations. Les nouvelles technologies, les pratiques de travail sécuritaires et une protection adéquate réduisent les risques de blessures ou de décès liés au soudage. Le soudage de l'acier inoxydable et d'autres aciers alliés contenant du chrome peut exposer les travailleurs à des composés de chrome hexavalent . L' Administration de la sécurité et de la santé au travail (OSHA) considère ces travaux à chaud comme une source majeure d'exposition professionnelle au Cr(VI) ; le Cr(VI) est cancérogène et peut affecter le système respiratoire, les reins, le foie, la peau et les yeux.

Comme de nombreuses procédures de soudage courantes impliquent une flamme nue ou un arc électrique, le risque de brûlures et d'incendie est important ; c'est pourquoi le soudage est classé comme un travail à chaud . Pour prévenir les blessures, les soudeurs portent des équipements de protection individuelle, notamment des gants épais en cuir et des vestes de protection à manches longues, afin d'éviter l'exposition à la chaleur extrême et aux flammes. Le port de vêtements synthétiques, comme le polyester, est déconseillé. La laine est moins inflammable que le coton, mais les tissus de coton denses, comme le denim, restent adaptés à la confection de vêtements. Cependant, tout matériau en fusion qui éclabousse un matériau synthétique le traversera instantanément, provoquant de graves brûlures. L'utilisation de gaz comprimés et de flammes dans de nombreux procédés de soudage présente un risque d'explosion et d'incendie. Parmi les précautions courantes, on peut citer la limitation de la quantité d'oxygène dans l'air et l'éloignement des matériaux combustibles du lieu de travail.
Le soudage à l'arc produit une lumière visible et ultraviolette intense. Le soudage MIG/MAG classique présente un éclairement de 5 W/m² pour le soudeur, soit plusieurs fois supérieur à celui de la lumière solaire. Ceci peut provoquer une affection appelée conjonctivite infectieuse ou brûlure par arc électrique, où la lumière ultraviolette induit une inflammation de la cornée et peut brûler la rétine . Le port de casques de soudage équipés de visières foncées filtrant les UV permet de se protéger. De nombreux casques sont dotés d'une visière à assombrissement automatique, qui s'assombrit instantanément au contact de la lumière UV intense. Pour protéger les personnes présentes, la zone de soudage est souvent entourée de rideaux de soudage translucides. Ces rideaux, constitués d'un film plastique en polychlorure de vinyle (PVC) , protègent les personnes hors de la zone de soudage des rayons UV de l'arc électrique, mais ne peuvent remplacer les filtres en verre des casques. La lumière peut également brûler la peau exposée. En raison de la lumière moins intense produite lors du soudage oxyacétylénique, les lunettes de protection utilisant un filtrage UV moindre et ne couvrant pas l'intégralité du visage sont suffisantes.
Selon le type de matériau, les techniques de soudage et d'autres facteurs, le soudage peut produire un bruit supérieur à 100 dB(A) . Au-delà de 85 dB(A), le port de protections auditives est recommandé . Une exposition prolongée ou continue à des niveaux sonores élevés peut entraîner une perte auditive . Les procédés générant des vibrations suffisantes pour engourdir les mains d'un soudeur sont automatisés, car les équipements de protection individuelle (EPI) n'offrent pas une protection suffisante
Les soudeurs sont souvent exposés à des particules et des gaz potentiellement nocifs, tels que le monoxyde de carbone, le dioxyde de carbone et l'ozone. La ventilation naturelle peut réduire les concentrations de la plupart de ces gaz, mais sans ventilation active ni appareils respiratoires équipés de filtres à ozone, les concentrations d'ozone risquent de dépasser les seuils de sécurité. Des procédés comme le soudage à l'arc avec fil fourré et le soudage à l'arc sous protection gazeuse produisent des fumées contenant des particules de divers types d' oxydes .

La taille des particules d'aérosol influe sur la toxicité des fumées, les particules les plus petites présentant un danger plus important. La plupart des particules présentes dans les fumées de soudage ont une taille comprise entre 100 nanomètres (nm) et 1 micromètre (μm). Elles peuvent être facilement inhalées et se fixer aux tissus olfactifs et respiratoires. Les particules d'un diamètre supérieur ou égal à 10 μm sont susceptibles d'adhérer au mucus tapissant le nez et la gorge, d'où elles peuvent être expulsées par la toux et les éternuements. Les particules de diamètre inférieur à 10 μm peuvent atteindre les poumons. Plus le diamètre de la particule diminue, plus son dépôt dans les alvéoles est rapide. Les nanoparticules peuvent se retrouver piégées dans les macrophages alvéolaires des poumons. Une fibrose pulmonaire, c'est-à-dire la cicatrisation du tissu pulmonaire, peut en résulter et évoluer en cancer du poumon. Les particules ultrafines de moins de 0,1 μm de diamètre peuvent traverser la barrière hémato-encéphalique et provoquer des effets neurologiques indésirables. Les particules présentes dans les fumées de soudage peuvent atteindre une taille aussi petite que 0,005 μm. Le flux, la chaleur, le courant électrique et le type de métal influent tous sur la quantité et la taille des particules de fumées respirables.
L’exposition aux fumées de soudage au manganèse , même à de faibles concentrations (< 0,2 mg/m³ ) , peut provoquer des troubles neurologiques ou des lésions pulmonaires, hépatiques, rénales ou du système nerveux central. Une étude de 2006 a exposé des rats à des fumées de soudage simulées (aérosols d’oxyde de manganèse) et a suivi la migration des polluants depuis leur présence initiale dans le bulbe olfactif jusqu’au striatum, au cortex et au cervelet.
Plusieurs technologies permettent d'atténuer les dangers liés aux fumées de soudage. Les systèmes de ventilation par aspiration localisée (VAL) éliminent les fumées, la fumée et les poussières directement de la zone de soudage. Parmi les systèmes VAL, on trouve les tables aspirantes, les hottes de soudage et les pistolets d'aspiration des fumées. Les tables aspirantes sont équipées de conduits d'aspiration situés sous la table de soudage. Les pistolets d'aspiration des fumées sont munis d'un tuyau d'aspiration relié à la buse de soudage. Les hottes mobiles peuvent être positionnées directement au-dessus de la zone de soudage. Malgré la ventilation, des risques respiratoires persistent et le port d'appareils respiratoires permet de les réduire davantage. Des études ont démontré que les appareils respiratoires, tels que les demi-masques élastomères et les appareils respiratoires à ventilation assistée , diminuent significativement l'inhalation de particules.
Coûts et tendances
En tant que procédé industriel, le coût du soudage joue un rôle crucial dans les décisions de production. De nombreuses variables influent sur le coût total, notamment le coût des équipements, de la main-d'œuvre, des matériaux et de l'énergie . Selon le procédé, le coût des équipements peut varier considérablement : il est peu élevé pour des méthodes comme le soudage à l'arc sous protection gazeuse et le soudage oxyacétylénique , et extrêmement élevé pour des méthodes comme le soudage laser et le soudage par faisceau d'électrons. En raison de leur coût élevé, ces procédés sont réservés aux productions à grande échelle. De même, l'automatisation et la robotisation, en augmentant le coût des équipements, ne sont mises en œuvre que lorsque la production doit être importante. Le coût de la main-d'œuvre dépend du taux de dépôt (la vitesse de soudage), du salaire horaire et du temps total d'opération, incluant le temps consacré à l'ajustement, au soudage et à la manutention de la pièce. Le coût des matériaux comprend le coût du métal de base et du métal d'apport, ainsi que celui des gaz de protection. Enfin, le coût de l'énergie dépend de la durée de l'arc et de la puissance de soudage requise.
Pour les méthodes de soudage manuel, les coûts de main-d'œuvre représentent généralement la majeure partie du coût total. De ce fait, de nombreuses mesures de réduction des coûts visent à minimiser le temps d'opération. Pour ce faire, on peut sélectionner des procédures de soudage à taux de dépôt élevés et optimiser les paramètres de soudage afin d'accroître la vitesse de soudage. La mécanisation et l'automatisation sont souvent mises en œuvre pour réduire les coûts de main-d'œuvre, mais elles augmentent fréquemment le coût des équipements et allongent le temps de préparation. Les coûts des matériaux ont tendance à augmenter lorsque des propriétés spécifiques sont requises, tandis que les coûts énergétiques ne représentent généralement pas plus de quelques pour cent du coût total du soudage.
Ces dernières années, afin de minimiser les coûts de main-d'œuvre dans la production industrielle à grande échelle, le soudage industriel s'est considérablement automatisé, notamment grâce à l'utilisation de robots pour le soudage par points par résistance (en particulier dans l'industrie automobile) et le soudage à l'arc. En soudage robotisé, des dispositifs mécanisés maintiennent la pièce à souder et réalisent la soudure Si le soudage par points était initialement l'application la plus courante, le soudage à l'arc robotisé gagne en popularité avec les progrès technologiques. Parmi les autres axes de recherche et développement importants figurent le soudage de matériaux dissemblables (comme l'acier et l'aluminium, par exemple) et les nouveaux procédés de soudage, tels que le soudage par friction-malaxage, le soudage par impulsion magnétique, le soudage à chaud par conduction et le soudage hybride laser. Par ailleurs, des progrès sont souhaités pour rendre plus pratiques des méthodes spécialisées comme le soudage laser pour un plus grand nombre d'applications, notamment dans les secteurs de l'aérospatiale et de l'automobile. Les chercheurs espèrent également mieux comprendre les propriétés souvent imprévisibles des soudures, en particulier leur microstructure, les contraintes résiduelles et leur tendance à la fissuration ou à la déformation
La tendance à accélérer la cadence de soudage dans le secteur de la construction métallique compromet l'intégrité des assemblages. Sans une fusion adéquate aux matériaux de base, assurée par un temps d'arc suffisant, un inspecteur de chantier ne peut garantir le diamètre effectif du cordon de soudure par points et, par conséquent, ne peut garantir les capacités de charge publiées sans avoir assisté à l'installation. Ces soudures par points à l'arc, également appelées soudures par points, sont devenues une méthode courante pour fixer les platelages métalliques aux poutrelles . Selon l' American Welding Society , les soudures par points à l'arc doivent être « limitées au soudage de tôles d'acier à des éléments structuraux porteurs en position plane » pour une épaisseur totale de tôles inférieure à thermodurcissable est un plastique dont les liaisons moléculaires se fixent par une réaction chimique après sa mise en forme initiale ; ces liaisons ne peuvent ensuite être rompues sans dégrader le plastique. Les thermodurcissables ne fondent pas. Par conséquent, une fois durci, un thermodurcissable est impossible à souder. Parmi les exemples de thermodurcissables, on peut citer les époxydes , les silicones , le caoutchouc vulcanisé , les polyesters et les polyuréthanes .
Les thermoplastiques , en revanche, forment de longues chaînes moléculaires, souvent enroulées ou entrelacées, constituant ainsi une structure amorphe sans ordre cristallin à longue portée. Certains thermoplastiques sont totalement amorphes, tandis que d'autres présentent une structure partiellement cristalline/partiellement amorphe. Les thermoplastiques amorphes et semi-cristallins possèdent une température de transition vitreuse, au-delà de laquelle le soudage est possible. Les semi-cristallins possèdent également un point de fusion spécifique, supérieur à leur température de transition vitreuse. Au-delà de ce point de fusion, le liquide visqueux devient fluide (voir la soudabilité rhéologique des thermoplastiques ). Parmi les exemples de thermoplastiques, on peut citer le polyéthylène , le polypropylène , le polystyrène , le polychlorure de vinyle (PVC) et les fluoroplastiques comme le Téflon et le Spectralon .
Le soudage des thermoplastiques à chaud est très similaire au soudage du verre. Le plastique doit d'abord être nettoyé, puis chauffé jusqu'à sa température de transition vitreuse, transformant ainsi l'interface de soudure en un liquide épais et visqueux. Deux interfaces chauffées peuvent ensuite être pressées l'une contre l'autre, permettant aux molécules de se mélanger par diffusion intermoléculaire et de fusionner. Le plastique est ensuite refroidi jusqu'à sa température de transition vitreuse, permettant à la soudure de se solidifier. Une baguette d'apport peut souvent être utilisée pour certains types d'assemblages. Les principales différences dans le soudage des plastiques résident dans les méthodes de chauffage, les températures de fusion beaucoup plus basses et le fait que les plastiques brûlent en cas de surchauffe. De nombreuses méthodes ont été mises au point pour chauffer le plastique à une température soudable sans le brûler. Des fours ou des outils de chauffage électriques peuvent être utilisés pour faire fondre le plastique. Le chauffage par ultrasons, laser ou friction sont d'autres méthodes. Des métaux résistifs peuvent être implantés dans le plastique ; ces métaux réagissent au chauffage par induction. Certains plastiques commencent à brûler à des températures inférieures à leur température de transition vitreuse, le soudage peut donc être effectué en soufflant un gaz inerte chauffé sur le plastique, le faisant fondre tout en le protégeant de l'oxygène.